

Five Common Problems in Metal Stamping Die Design for Furniture Hardware
Release time:
2025-05-16
In the furniture hardware stamping industry, what we commonly refer to as a "punch press" is a stamping pressure machine. In standard production, stamping technology offers advantages over traditional machining including material and cost savings, higher output, lower operator skill requirements, and the ability to create products through various metal stamping dies that would be impossible with conventional machining methods. These benefits have led to increasingly widespread applications in custom sofa leg hardware and metal fittings manufacturing.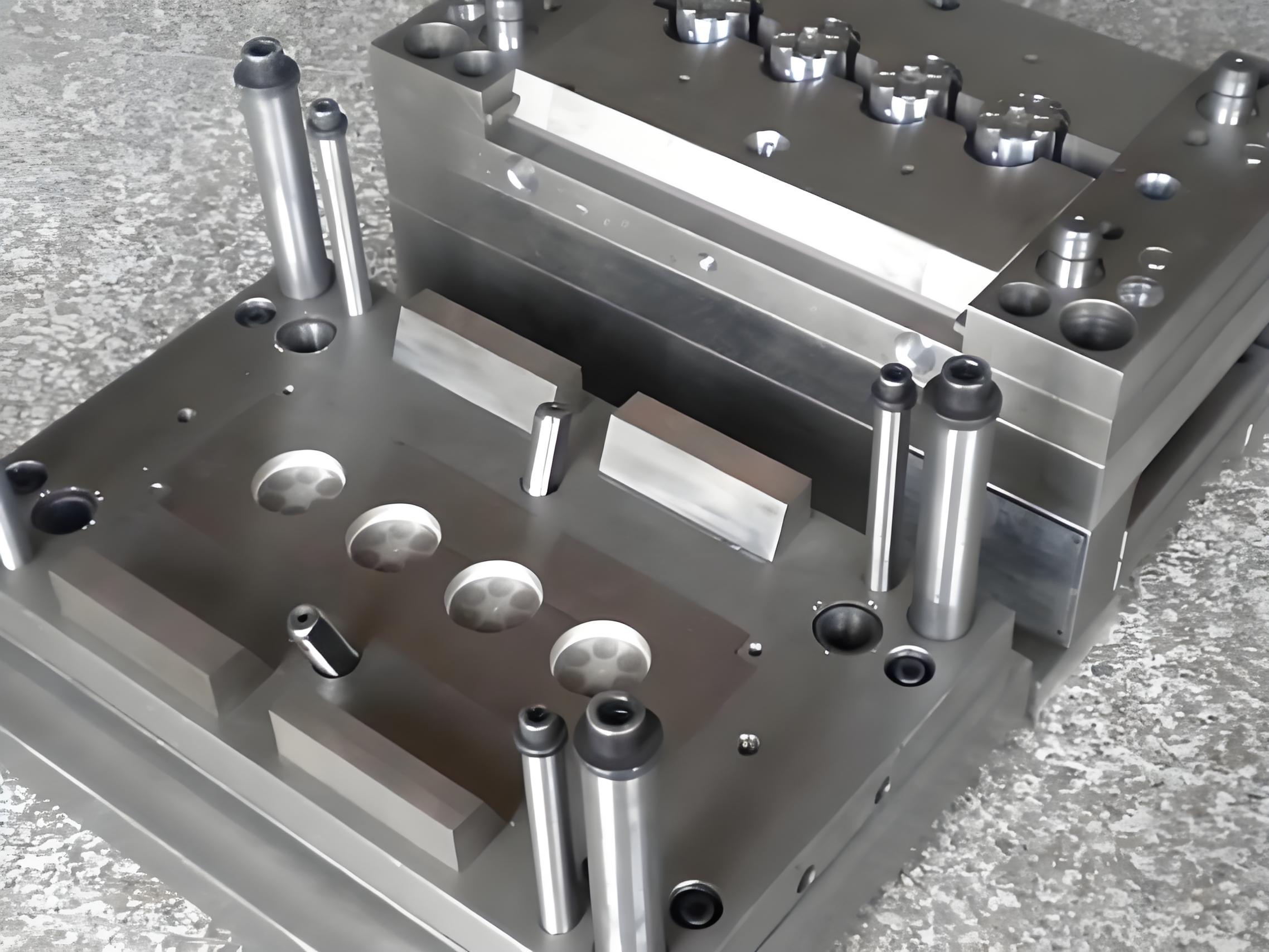
As stamping processes become more prevalent, die-related issues multiply. The most common metal stamping die problems include:
1. Rapid Punch Wear
Common Causes:
- Insufficient die clearance; typically, total die clearance should be 15%-25% of material thickness for optimal metal stamping operations.
- Poor alignment between punch and die, precision inadequacies in die sets, guide components, or turret inserts causing uneven material ejection.
- Excessive punch temperature, primarily due to continuous production causing overheating during metal stamping.
- Incorrect die sharpening methods leading to annealing and accelerated wear in hardware manufacturing.
- Uneven side loading during operations like step punching, corner punching, or shearing of specialized sofa leg hardware components. The resulting lateral forces cause the punch to tilt to one side, reducing clearance and causing severe die wear. If machine installation precision is inadequate, the punch may shift beyond the upper die, damaging both punch and die.
2. Material Sticking Issues
Die sticking creates scrap material rebound, influenced by factors including:
- Sharpness of die cutting edges; larger edge radii increase the likelihood of material spring-back.
- Die penetration depth; when machine stroke depth is fixed but die size is reduced, material rebound becomes more likely.
- Improper die clearance settings increasing potential for material sticking during custom metal fittings production.
- Excessive oil substances on the processed sheet metal surface.
- Damaged spring components within the stamping die assembly.
Prevention Methods for Material Sticking:
- Utilizing specialized anti-sticking dies for precision metal stamping.
- Regular die sharpening to maintain edge sharpness and demagnetization treatment.
- Increasing die clearance in the metal stamping process.
- Adopting beveled-edge dies instead of flat-edge ones for improved material flow.
- Installing material strippers on the die assembly.
- Appropriately increasing die penetration depth during metal stamping operations.
- Inspecting die springs or ejector sleeves for wear in furniture hardware production.
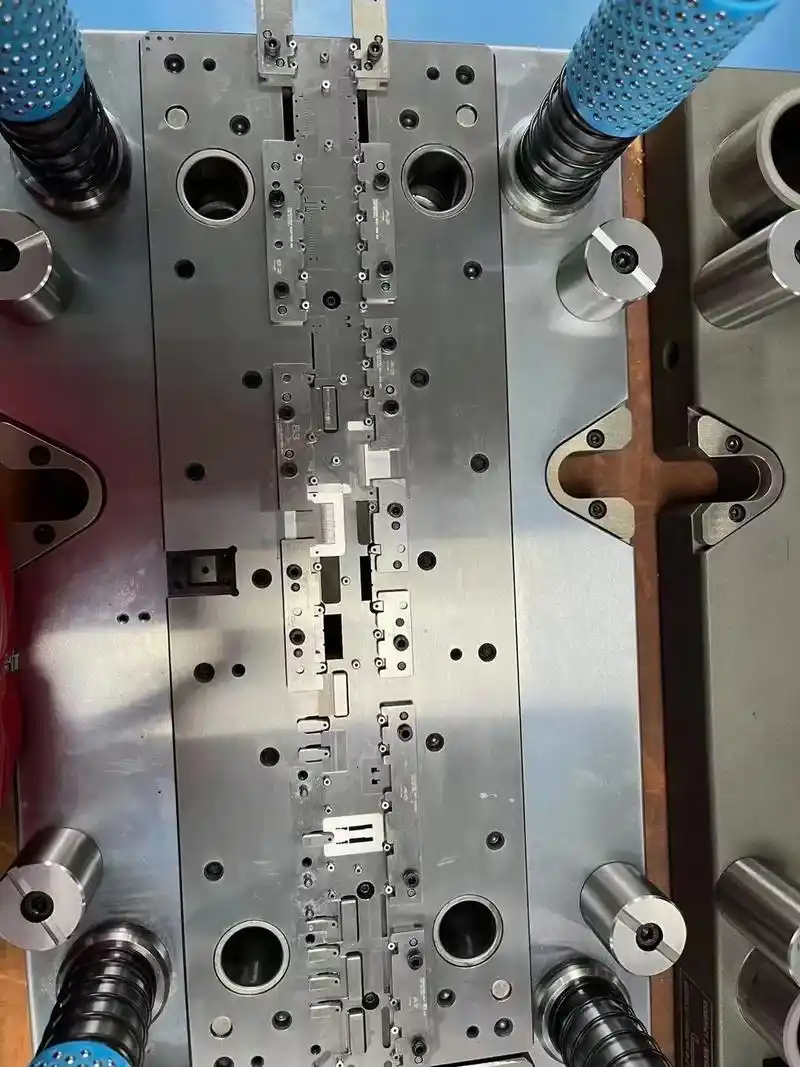
3. Die Alignment Issues
When operating dies, uneven wear often occurs at different positions around the punch core—some areas develop significant scratches and wear faster, particularly noticeable in narrow rectangular dies for sofa hardware components. Main causes include:
- Insufficient machine turret design or machining precision, primarily poor alignment between upper and lower die mounting plates.
- Die design or machining precision failing to meet requirements for precision metal fittings.
- Inadequate guide sleeve precision for the punch.
- Improper die clearance selection for the specific metal stamping application.
- Die mounting seats or guide sleeves worn from extended use causing poor alignment.

To Prevent Uneven Die Wear:
- Regularly maintain and check alignment using centering rods to inspect and adjust machine turret and mounting seats.
- Promptly replace die guide sleeves and select punch and die sets with appropriate clearance.
- Use full-guide dies for improved stability in metal stamping operations.
- Strengthen operator accountability—promptly investigate causes when issues are discovered to prevent larger failures in hardware manufacturing.
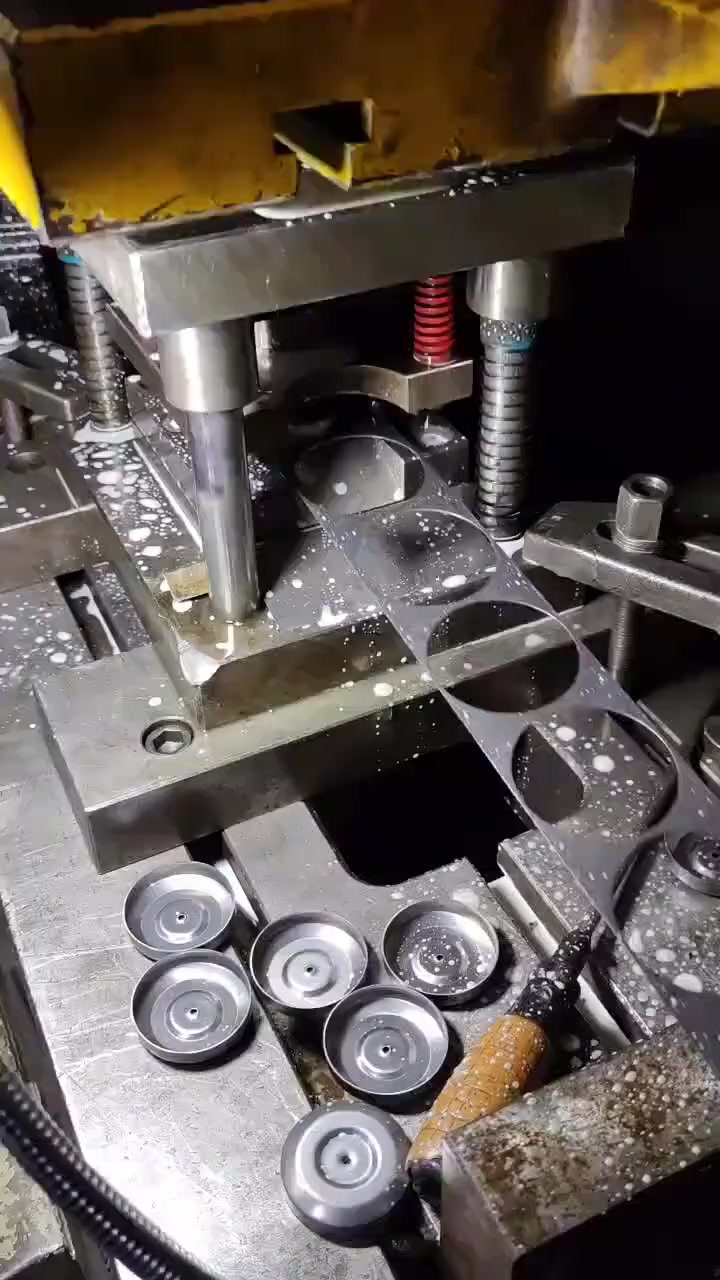
4. Special Forming Die Utilization
To meet production requirements, forming dies or special dies are frequently needed, including bridge dies, louver dies, countersinking dies, thread-tapping dies, embossing dies, drawing dies, and combination dies. Using special forming dies significantly improves production output for custom metal fittings, but these dies typically cost 4-5 times more than standard dies. To avoid mistakes, observe these guidelines:
- Check orientation during installation to ensure punch and die are aligned consistently.
- Precisely adjust stamping depth according to requirements; each adjustment should not exceed 0.15mm.
- Operate at lower stamping speeds for specialized sofa leg hardware components.
- Ensure sheet metal is flat without deformation or warping before processing.
- Position forming operations as far as possible from clamps.
- Avoid downward forming operations when using forming dies.
- Follow a sequence of standard die operations first, followed by forming die operations.
5. Die Spring Fatigue
A critical issue in punch press die operation that our factory always monitors is die spring service life. Die springs require regular maintenance or replacement to ensure optimal metal stamping performance. Production facilities should maintain both equipment and dies, with particular attention to die spring condition, replacing them promptly when issues are detected.
Our years of manufacturing experience have shown that when persistent damage or material sticking occurs at the same station or die without an apparent cause, thoroughly replacing the die springs often completely resolves the issue. Different punch press equipment and dies require different spring specifications. Improper maintenance can lead to material sticking and potentially damage dies or guide sleeves, resulting in unnecessary losses during custom hardware manufacturing.
Preventive Maintenance Strategies for Metal Stamping Dies

Implementing systematic preventive maintenance for metal stamping dies significantly extends tool life and maintains consistent quality in sofa leg hardware and custom metal fittings production. Key strategies include:
- Regular inspection schedules based on stroke count rather than time intervals
- Documented maintenance protocols for each die type and application
- Precision measuring and testing of critical die components before and after production runs
- Standardized die storage systems protecting tooling between uses
- Operator training programs focusing on early problem identification
By addressing these five common problem areas through proper design, maintenance, and operation protocols, manufacturers can significantly extend die life, improve part quality, and reduce production costs in furniture hardware metal stamping operations.
Related News






ZHUOKAI METAL PRODUCTS CO.,LTD
CHEUK HOI INTERNATIONAL CO.,LTD
HONG KONG CHEUK HOI FURNITURE LIMITED
Add: No.9,B Area,Shatou Industrial Park,Jiujiang ,Nanhai,Foshan,Guangdong Prov.,China 528208
Tel: (0086) 0757-86908886
Fax: (0086) 0757-86908885


Website
Copyright © 2024 ZHUOKAI TECHNOLOGY CO.,LTD